Laser marking
Laser marking has established itself as a versatile method for the permanent marking of components and products. Whether serial numbers, DataMatrix codes, logos or functional markings – almost any material can be marked precisely and reproducibly using the appropriate laser process.
Laser marking is a thermal process in which a focused laser beam is used to specifically alter the surface of a material. Whilst competing methods such as labelling, inkjet or pad printing only allow for temporary marking, laser marking enables the creation of a permanent mark.
A prerequisite for this is that the material absorbs the laser radiation, which has a defined wavelength. Depending on the material and process control, the targeted energy input results in permanent changes to the material’s colour, structure or surface.
Laser radiation is characterised by its wavelength, which is specific to the respective laser type, as well as a high power density. In laser marking in particular, the strong focusing of the laser beam onto a very small processing spot is crucial. This allows even the finest structures to be produced in high resolution.
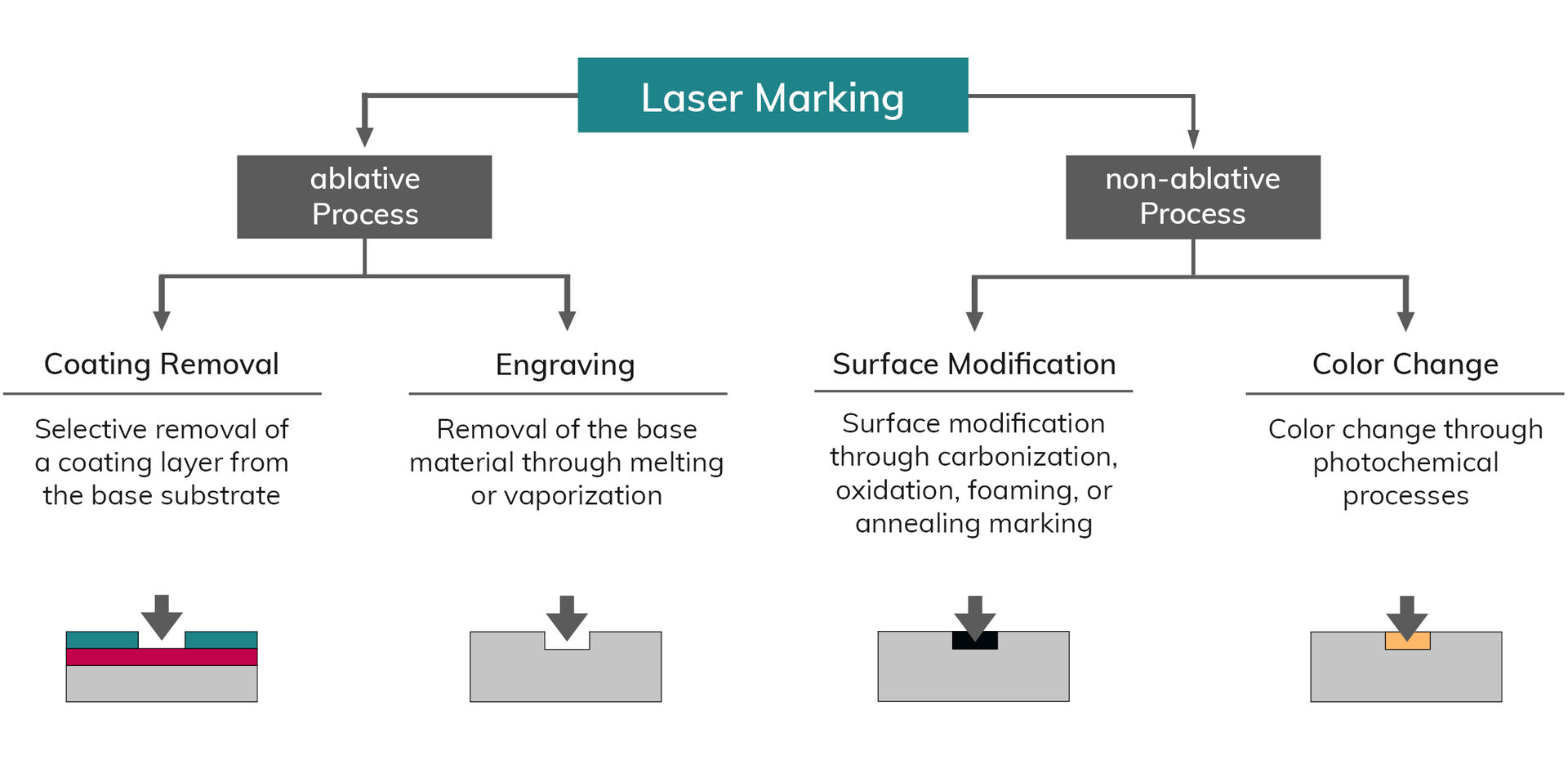
Depending on the material, the desired finish and the functional requirements, different processes are used. A basic distinction is made between ablative and non-ablative processes.
Abrasive processes selectively remove material or existing coatings. This results in markings that are particularly high-contrast and durable.
In top-layer ablation, the laser selectively removes an upper coating or layer of paint without damaging the underlying base material. This creates a clear contrast between the top layer and the substrate.
This process is particularly suitable for painted or coated surfaces, as well as films and anodised materials.
Typical applications include keyboard labelling or control elements in vehicle interiors (day-night design).
In laser engraving, the base material itself is processed. Localised melting or vaporisation creates a tactile indentation in the surface.
It is frequently used for type plates or on the housings of electromechanical components.
Non-ablative processes alter the material surface without removing any significant amount of material. As a result, the function and structure of the workpiece are largely preserved.
Here, the laser specifically alters the material surface through thermal processes. This creates dark or light markings directly within the material.
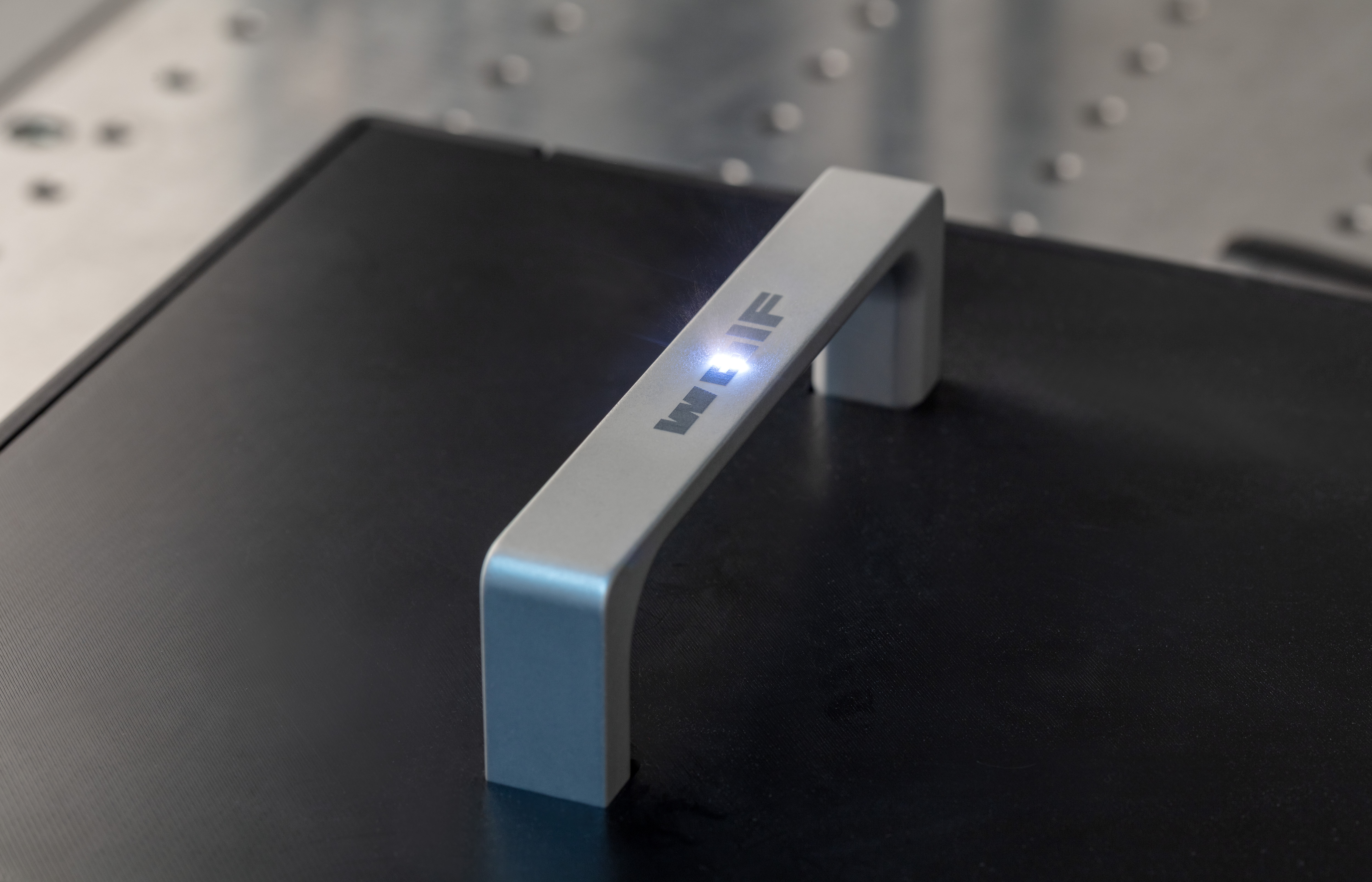
A commonly used process is the annealing marking of metals. Localised heating causes a thin oxide layer to form on the surface, which provides the desired contrast. As the surface remains almost smooth, the process is particularly suitable for hygiene-critical applications where no dirt or bacterial colonies are permitted to form. These markings are frequently used in medical technology, the food industry and for high-quality industrial components.
The process is used particularly frequently on plastics. Here, pigments or special additives react specifically to the laser radiation, creating permanently visible markings.
Laser system technology
The quality of laser marking is not determined by the laser source alone. The key factor is the perfect interplay between:

Fibre laser
Ytterbium fibre lasers operate at a wavelength of 1064 nm. As metallic materials absorb this wavelength very well, fibre lasers are particularly suitable for metal marking. In addition, they can also be used to mark a wide range of engineering plastics and coated surfaces.
The advantages are:
CO₂ laser
CO₂ lasers operate at a wavelength of 10,640 nm and are particularly suitable for marking plastics and other non-metallic materials. Depending on the material, both colour and structural changes can be achieved. Even acrylic glass, which appears transparent to the human eye, absorbs the radiation from a CO₂ laser very effectively and can therefore be marked reliably.
Metals absorb this wavelength only very slightly, which is why CO₂ lasers are not generally used for direct metal marking.
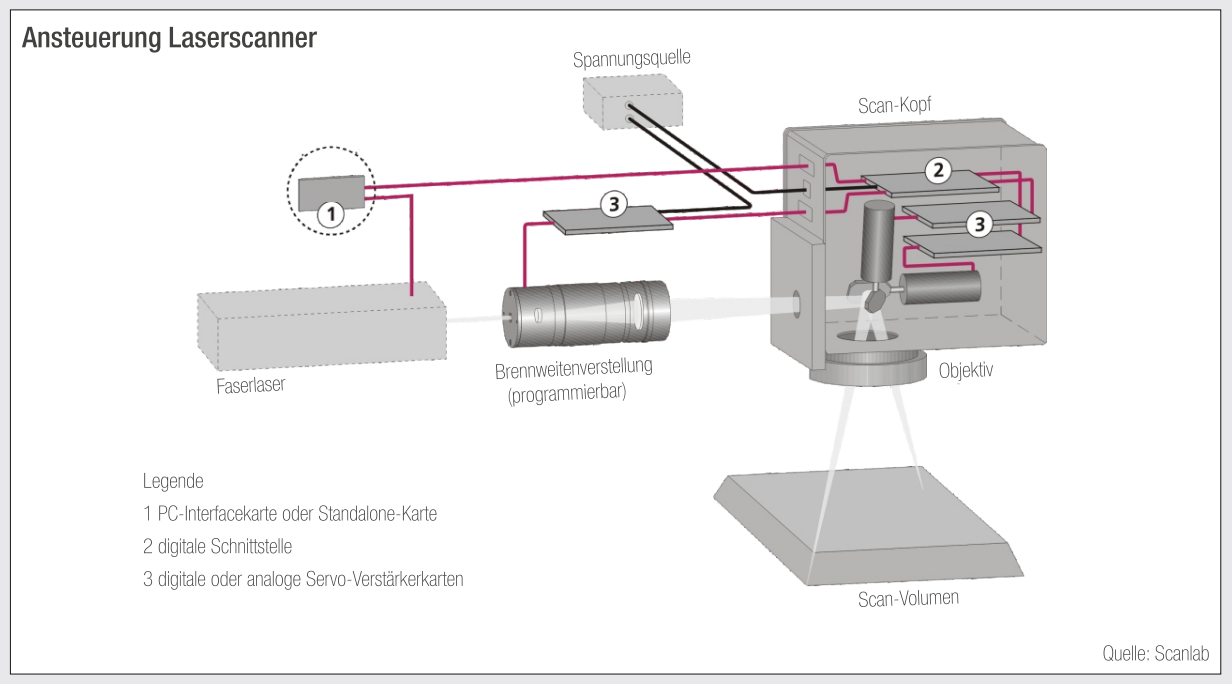
Dynamic beam guidance
Modern galvanometer scanners are used for fast and highly precise marking processes. Movable mirrors direct the laser beam across the workpiece with high dynamic performance.
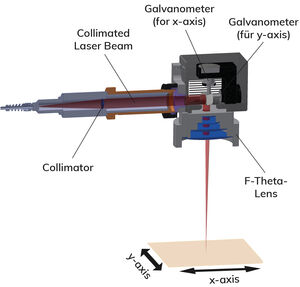
When combined with specially designed F-theta lenses, the result is:
Non-contact processing enables the marking of intricate structures, Data Matrix codes or complex geometries with high repeatability.
Control
Wolf laser marking machines are controlled by an industrial PC running Siemens Soft-PLC. This PC also controls the laser scanner. The control architecture allows integration into a wide variety of environments. It can be used to control additional automated functions where required. The main control components communicate via:
This makes the control system easily expandable.